In warmwalsstraten van staalfabrieken wordt bandplaat geproduceerd vanuit gloeiend hete plakken (SLABS) of in een continu proces. Hierbij wordt de gloeiende stalen band horizontaal doorheen een reeks walstuigen gewalst, waarbij de verticale afstand tussen elke opeenvolgende paar pletwalsen nauwer en nauwer is afgestemd, tot de gewenste banddikte wordt bereikt bij doorgang doorheen het laatste paar pletwalsen.
Na het verlaten van dit eindwalstuig wordt de staalband in een continu proces gekoeld en vervolgens op een rol gehaspeld (bobijn of coil genoemd).
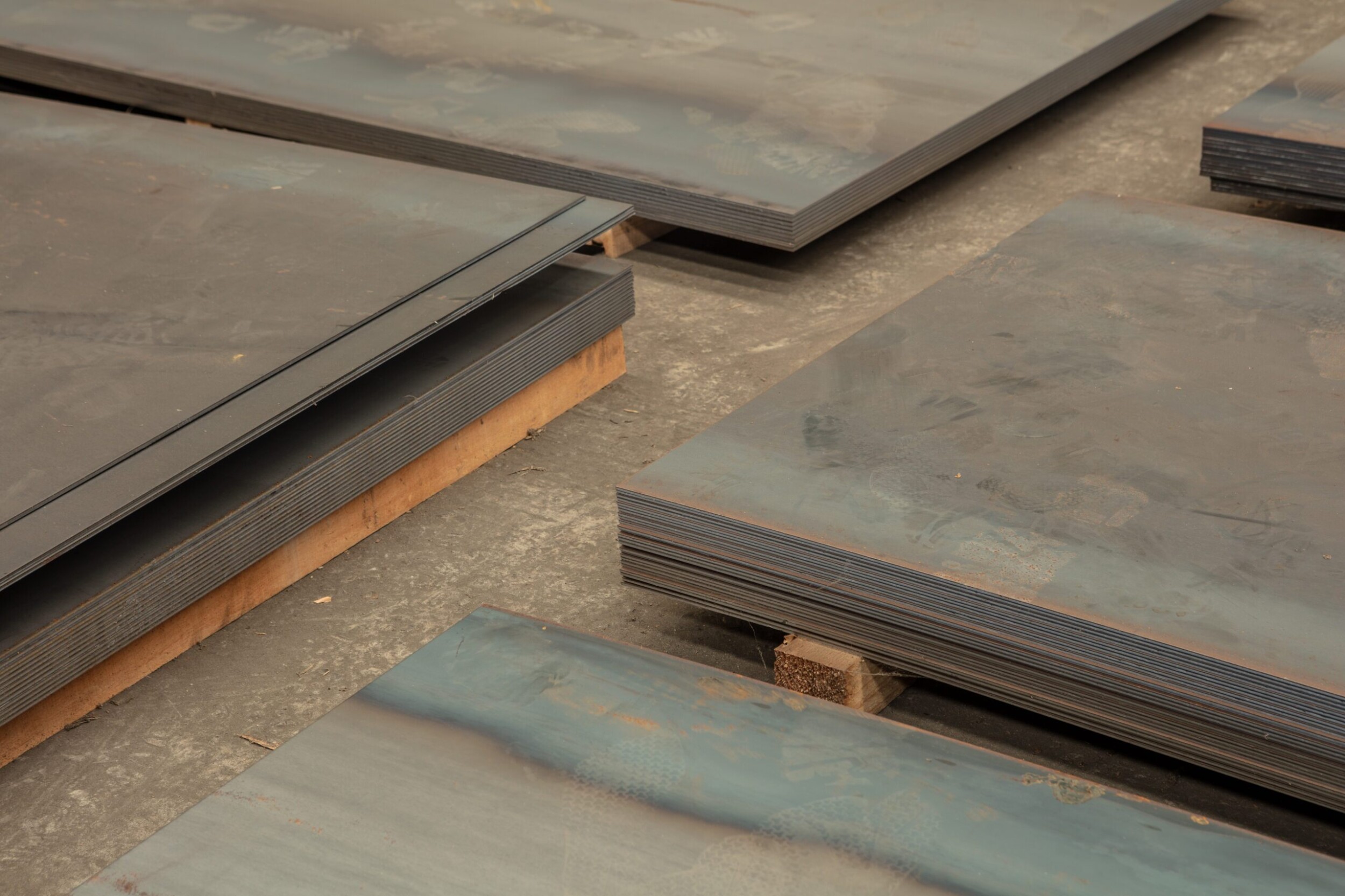
Deze rol wordt – gewoonlijk in een later stadium- afgerold en een afrollijn (decoil-center of steel service center genaamd) waarbij de staalband eerst wordt gevlakt en vervolgens geknipt op de gewenste plaatlengte.
Deze techniek wordt courant toegepast voor breedtes tot 2150 mm en diktes tot 25 mm (dit is afhankelijk van onder andere de capaciteit van de warmbandwalserij en afrollijn, de gevraagde kwaliteit, …) .
Een warmgewalste plaat is uitstekend te gebruiken voor vervormingsdoeleinden. Het heeft namelijk geen walshuid waardoor minder gereedschapslijtage optreedt.